CNC Routers: Optimizing cutting and avoiding pitfalls
by all | 12 September 2016 10:00 am

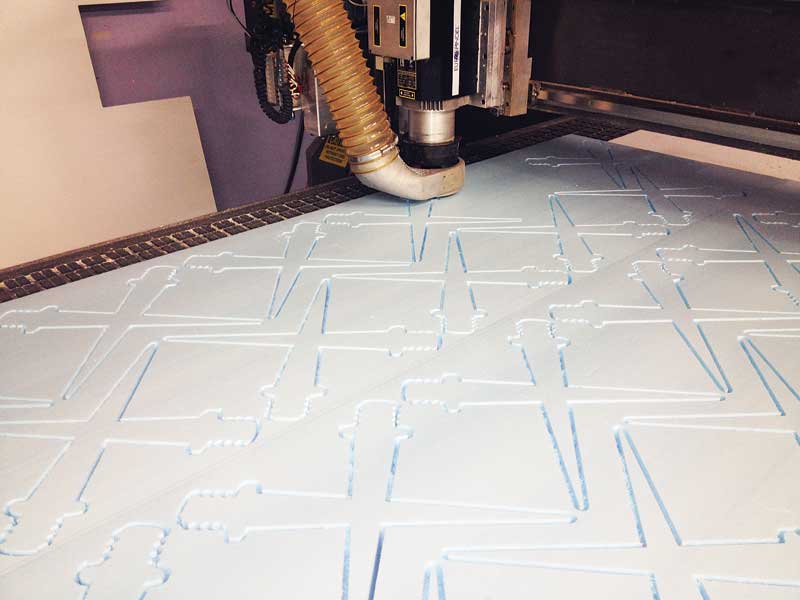
Photo courtesy MultiCam Canada
By Peter Saunders
A computer numerical control (CNC) router is one of the most expensive investments a sign shop can make. A thorough process of due diligence is essential before purchasing, as a number of issues could otherwise result in unnecessary costs and a loss of time and materials.
Planning the purchase
Buying a machine with either more or less capacity than needed, for example, will not be cost-effective. Axyz International, a router manufacturer based in Burlington, Ont., recommends buyers seek expert advice in this regard, so they can choose the right processing area for their shop.
That said, it is also important to plan for future production requirements. A router can play a major role in a sign shop’s growth, so its capacity should match reachable goals.
Multiple materials require different cutting heads and tooling. This plays into choosing a router that can (a) process different substrates and (b) use a variety of cutting options. Selecting the right accessories and options is a priority at the outset for keeping costs down in the future. And spare parts need to be easily available.
Further, a router should be capable of evolving alongside technological developments, i.e. by being retrofitted and upgraded—not only with tooling options, but also in terms of its operating system (OS) and software.
Feed rate
Due to the diversity of materials processed by today’s CNC routers, it can be easy to run into machining problems when producing signs and graphics. One of the crucial steps in optimizing a router for cutting, ensuring a better finish and saving money through less breakage of cutting bits is to determine the right feed rate.
Paul van der Velden, a support technician for Multicam Canada based in Concord, Ont., explains the formula for calculating the feed rate for a CNC router is to multiply the machine’s speed in revolutions per minute (RPM) by its chip load and number of flutes. This process may sound simple, but it is not necessarily straightforward at first, so it is worth going over the variables step-by-step with relation to different materials.

The machine’s capacity and processing area should match the shop’s needs.
Photo courtesy Axyz International
RPM
Most CNC router spindles are capable of between 20,000 and 24,000 RPM. A lower speed is recommended, however, to help optimize the lifespan of the spindle.
A good industry average to aim for is approximately 18,000 RPM, although this may vary depending on the material being cut. With nylon, acrylics and many other plastics, for example, it is a good idea to keep to the lower end, perhaps 17,000 to 18,000 RPM. Too high a level with a low feed rate could lead to the plastic melting.
(It is important to note not all plastics are created equal. When using the proper bit and speed, flexible plastic will curl a chip, while rigid plastic will produce a splintered edge, but even a simple change of colour can drastically alter the way the material reacts to a cutting tool. With that diversity in mind, the shape of the cutting tool is crucial.)
At the other end of the spectrum, when a sign shop is cutting stronger substrate materials like aluminum, a speed of approximately 20,000 RPM would be more suitable. And it is worth keeping in mind that while the chip load and number of flutes cannot be adjusted once a tool bit has been chosen, the speed in RPM can always be changed.

A variety of cutting tools will be needed to process multiple materials.
Photo courtesy TCL Asset Group
Chip load
Chip load is a measurement of the thickness of material removed by each routing edge during a cut. It is mainly dependent on the diameter of the tool; i.e. a larger-diameter tool will yield a larger chip load. The reason it matters to the feed rate formula is that a larger chip load allows for faster material removal and, thus, faster cutting.
Welding of the chip during plastic routing is reportedly one of the industry’s most irritating problems, as it can be costly in time and scrap rate, yet is entirely avoidable. Common reasons include improper chip load, small-diameter tooling and improper direction of cut. The key to plastic routing, then, is to produce the right size of chip to prevent the level of heat that can cause welding.
Further, chip load heavily affects the surface finish of plastic. This is an important consideration for plastic signs, exhibits and point-of-purchase (POP) displays that are constantly in public view. Using the proper size of chip will eliminate excessive knife marks in soft plastics and a cratered finish in hard plastics.
Flutes
A flute is a groove that wraps around the tool where the chips are released from the cutting edge. The larger the number of flutes, the faster the material can be cut. A two-flute router bit will cut twice as fast as a single-flute bit, for example, and a four-flute bit will cut twice as fast as the two-flute bit.
That said, it is important to take into account the rate at which a bit will break. As cutting speed is increased with a higher number of flutes, the structural integrity of the bit is reduced. All flutes dull at the same pace, but since a four-flute bit has less structural integrity than a two-flute bit, it will not last as long and will break at a faster rate.
For that reason, one- and two-flute bits are recommended for general use and three- and four-flute bits only sparingly. The trade-off of increased speed for lower structural integrity is simply not worth it, as when tools break more frequently, the overall costs of consumables rise noticeably.
When it comes to how they react to routing, not all plastics are created equal.
Photos courtesy TCL Asset Group
Tooling
With the aforementioned variables defined, it becomes much clearer how to use different inputs with various materials to optimize a CNC router’s feed rate without sacrificing the finish. The next step is to make the right tooling choice.
Proper tooling selection is crucial to achieving optimal results in routing. Many CNC machine operators assume determining cutting edge quality is merely a matter of choosing the most appropriate tooling dimensions. This is not the case, unfortunately, as selection comprises a far more complex set of factors.
The single most important aspect that can significantly affect edge quality is whether an ‘upcut’ or ‘downcut’ tool is used for the job. The difference between these tools is the direction of the router bits’ flutes—and the choice between them will depend on (a) the type of material being cut, (b) the thickness of the material and (c) the nature of the required finish.

Upcut tools are not commonly used when cutting wood, since they pull chips out of the material and cause unwanted fraying.
Upcut tools are not commonly used when cutting wood or particleboard, for example, since they pull wood chips out of the material and cause unwanted fraying. That said, if the cut edge is not going to be visible in the final application, then upcut tools are a viable option for these materials. They allow a faster spindle speed to be used, thus completing the job in a timely manner.
If the top edge of the work is going to be visible, on the other hand, then a downcut tool is recommended, as it will push the chips away from the surface. The main disadvantage of this scenario is the downcut tool will require a much slower spindle speed, thus reducing the efficiency of the finishing workflow. This slower speed is necessary because it takes much longer to get the chips out of the material as the tool is plunged into the surface. Downcutting at a high rate of speed would create immense heat and could damage the tool.
When a smooth edge is required on both sides of the material, a compression bit can be very useful. The top end of this tool provides a downcut, while the bottom end provides an upcut, creating compression as both flutes meet. In essence, the tool combines the advantages of upcutting—i.e. pulling chips out—and downcutting—i.e. smoothing off both edges. It is important to remember, though, when using a compression tool, the material thickness must be greater than the upcut length, to ensure the smooth finish on both edges.
Such examples show how important it is to find the right tool to cut a given material, optimize the performance of the CNC router and obtain the desired finish. Calculating the correct feed rate will help boost performance while reducing material costs.
Training
Finally, one of the best ways to optimize the performance of a router is thorough, customized training of the sign shop’s workforce. Many issues can be alleviated through the specifically tailored training of employees by dedicated engineers who test tooling, materials and software on a regular basis.
With files from Axyz International and MultiCam Canada. For more information, visit www.multicam.ca[1] and www.axyz.com[2] and www.multicam.ca[1].
- www.multicam.ca: http://www.multicam.ca
- www.axyz.com: http://www.axyz.com
Source URL: https://www.signmedia.ca/cnc-routers-optimizing-cutting-and-avoiding-pitfalls/