Finishing: Tips for CNC Systems
by all | 22 May 2015 10:09 am
 [1]
[1]Photos courtesy MultiCam Canada
By Daniel Austin
Automated and computer numerical control (CNC) cutting systems are not new technologies, but recent improvements in versatility, speed and affordability have made them more attractive to signmakers and other fabricators. Today, many sign shops have integrated these systems into the finishing department of their production workflow.
Simply adding a system, however, is not enough on its own. Many signmakers equipped with one can still find themselves looking around their sign shop, spotting a particular material and wondering how to cut it. With that in mind, it is important to understand how best to use a CNC router to cut a broad array of sign industry substrates.
Substrate categories
Signmaking materials tend to be categorized as either soft or rigid substrates. When using a CNC router, a knife blade is typically recommended for cutting a soft substrate, while a router bit is more practical for cutting a rigid one.
Of course, these are very general recommendations for broad categories of materials. Signmakers also work with highly customized composite materials, in which case it is a good idea to speak to the manufacturer or a sales representative to get a specific recommendation with regard to cutting techniques.
Pre-cutting steps
Before placing a material down for cutting, there are two important steps to consider. The first is the use of a ‘hold-down’ system to ensure the material does not shift while it is being cut. This is especially important when working with lighter materials, such as vinyl or cardstock, and when a substrate will have many cut-outs, leaving only a thin ‘skeleton’ of material behind.
This step usually involves attaching a vacuum system to the cutting table to create suction on it. A phenolic work surface with air channels can ensure an even distribution and flow of this suction throughout the table.
 [2]
[2]Heavy felt and low-density fibre-board (LDF) are ideal sacrificial materials for cutting and routing, respectively, as they are porous.
The second step to consider is incorporating a ‘sacrificial’ material, also known as ‘spoilboard.’ This will be needed underneath any substrate the signmaker plans to cut entirely through, so the cutting tool has somewhere to go without hitting the work table. Such a collision has the potential to damage the tool.
Generally, two kinds of sacrificial materials are recommended. The first, ideal for knife cutting applications, is heavy felt. Felt is very porous, so it allows for plenty of air flow and vacuum suction for hold-down purposes. While it needs to be heavy enough to prevent the knife from piercing all the way through, it also needs to be soft enough not to dull the blade’s sharpness over time.
The second option, for routing,is low-density fibreboard (LDF). Compared to medium-density fibreboard (MDF) that is commonly used in the sign industry, LDF does not incorporate the same type of sealant and its lower density allows for greater air flow.
Some signmakers insist on using MDF as their sacrificial material, but in those cases, it is imperative to table-mill both sides of the material first, to remove all of the sealant. Otherwise, they would not achieve sufficient material hold-down.
Knife cutting
A CNC router’s knife cutter is ideal for use with thin or soft substrates because it involves none of the material removal inherent with routing. Thin cuts are especially helpful for highly detailed projects or when a large number of prints must be cut from the same sheet. Using CNC software, the router operator can ‘nest’ a large number of parts or cut-outs very closely together.
One of the main advantages of an automated cutting system is the ease of switching between various knife attachments. The most common types include kiss cut, drag and oscillating knives and there are a few other options for very specific applications.
 [3]
[3]CNC machines can offer both router and knife options, as indicated here.
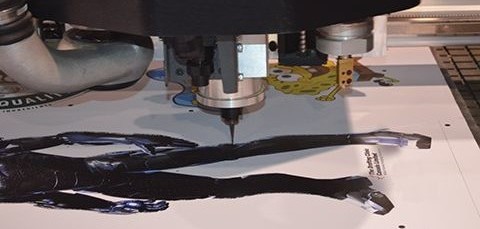
If a sign shop is creating vinyl cut-outs, decals or other products where the operator only needs to cut through one layer of material, then the kiss cut blade is the ideal choice. It is spring-loaded and automatically adjusts to the material being cut, so there is never a risk of cutting through the backing layer.
If instead the CNC table operator is cutting a thin material but needs to cut all the way through, then a drag knife is a better option, as it can quickly pass through all layers.
For a shop that deals in large volumes of thicker soft substrates, such as foam and rubber, oscillating knives are the best bet. Most are available in lengths of 10 to 100 mm (0.4 to 4 in.), depending on the shop’s needs. Variations include round-tipped oscillating knives designed to cut cardboard, rubber and softer materials, along with flat-tipped knives designed to cut leather and other fibrous materials.
Thicker materials create more drag when being cut, due to increased friction. Foam and rubber also naturally cause high friction, even when they are thin. The oscillation of the knife can help overcome this friction, resulting in a smoother cut and reducing the chance of the material being bunched or ripped.
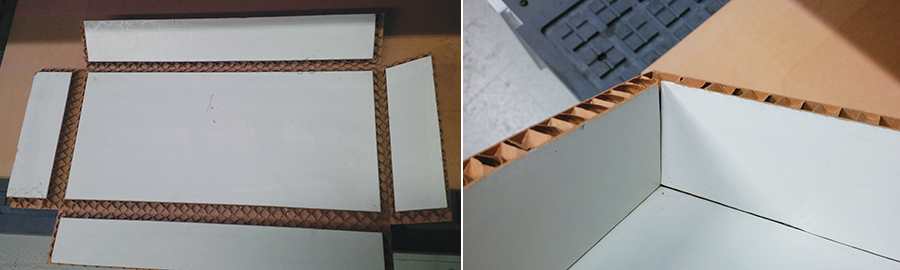
Two other specialized knives can come in handy for sign shops. The V-groove knife, also known as a 45-degree knife, is used to cut grooves at a 45-degree angle in framing and display materials. This allows operators to then fold the two edges together to form a clean 90-degree angle to quickly create frames or displays for signs.
Finally, the creasing wheel is handy for signmakers who need to create point-of-purchase (POP) displays and other structural projects using cardstock, foamboard or other cardboard-based materials. The wheel creates sufficient pressure for indentation and folding, without puncturing the material.
Routers
If a sign shop specializes in thicker or stiffer substrates, then a CNC router is most likely the best machine to use for cutting. Depending on its configuration, a router will let operators cut a wide range of materials, from wood to aluminum, at various thicknesses and speeds.
In addition to choosing the right router for a sign shop’s needs, it is also important to use the appropriate router bits, based on the type and thickness of the material and the desired edge quality. It is extremely worthwhile to spend extra time and money to ensure proper bit selection from the beginning, to get the most out of the system.
Each material has its own ‘sweet spot’ with regard to optimal cutting parameters, so there is no single right answer in terms of feed rates and routing speeds, although there are some general rules that should be kept in mind. Below are some best practices for selecting routing bits and tools for some of the most common sign materials. Ultimately, however, it is essential to reference the router and bit manufacturers’ guidelines to ensure the best cut quality and the maximum longevity for the tools. Feed rate calculators, for example, are a fantastic resource and can often be found on both CNC machine manufacturers’ and tool suppliers’ websites. A combination of following manufacturer guidelines and some in-house testing will yield the best results, with the lowest chance of damaging tools.
 [4]
[4]Kiss, oscillating, drag and creasing knives are among the more common attachments.
Wood
There are hundreds of tooling options for cutting wood. The choice will depend on the species of tree and whether it is classified as hard or soft. It will also depend on the level of finish required.
When working with wood that is quite porous, such as oak, routing can result in tearout, i.e. splintering of the edges. In such cases, several slower, shallower cuts are recommended.
MDF
MDF is a very popular structural material in a wide variety of sign projects, but it is also very abrasive to cut, so it can pose a threat to tool longevity. This is because highly abrasive materials can generate a lot of heat during cutting, which can lead to tool degradation and spindle damage, not to mention poor cut quality.
To help reduce heat around the routing tool, it is important to choose a bit that will create more chips, not dust. Carbide-coated compression tools are recommended above weaker higher-speed steel (HSS) tools. And if a sign shop is cutting MDF very frequently, it will be worthwhile to use polycrystalline diamond (PCD) bits which, over time, will yield a strong return on investment (ROI).
 [5]
[5]A V-groove knife is used to cut grooves at a 45-degree angle, which allows operators to then fold the two edges together to form a clean 90-degree angle to create frames or displays for signs.
Acrylic
When cutting small or thin pieces of acrylic, it may be a good idea to enhance the CNC router’s hold-down system. A vacuum system is important, but adding some double-sided tape might also help.
It is certainly advantageous to use acrylic-specific bits. Chip removal is much more important when cutting acrylic than when cutting wood or similar materials. This is because plastic chips can melt under the heat of routing and then re-attach themselves to the main piece, so the operator needs to make sure they are cleanly removed from the cutting area.
How acrylic is cut also depends on the desired edge quality. If a crystal-clear edge is needed, than routing can prove difficult. PCD polishing tools are available that can create a nearly optically clear edge for acrylic, avoiding the need for flame polishing, but for shops that are constantly cutting acrylic and need a clear edge, laser cutting may be the best way to go.
Aluminum composite
Aluminum composite panels are very popular among signmakers because they are light, durable and easy to work with. While they combine layers of different materials, the aluminum itself is sufficiently tough that solid carbide tools are essential for cutting it. Coated tools will hold up better, too, ensuring greater longevity. That said, some tools designed for cutting plastics will work well on aluminum composites.
 [6]
[6]An oscillating knife can cut through thicker soft substrates, including foamboard.
Tools that are 6.4 mm (0.25 in.) or smaller in diameter and have fewer than four flutes are recommended. Aluminum creates large chips when it is routed and a tool with too many flutes can cause jams and even break the cutter.
Another issue is how heated aluminum tends to weld itself onto the tool. Once a tool is gummed up like this, it is useless. So, it is all the more important to clear chips with a vacuum, mister and/or blaster. Making a large number shallow passes, rather than fewer deep passes, will also help with chip extraction. Finally, a slow feed rate can start to cause rubbing, which then heats up the tool and can dramatically reduce its longevity, so it is important for the operator not to ‘baby’ the cut.
Foamboard
High-density urethane (HDU) is often known in the sign industry as foamboard. And indeed, it routs similarly to a foam type of material, so heavier cuts are better.
This means the tool needs more material to grab, so it is important to ensure cuts are at least half-diameter passes. Again, constant chip flow is important.
For highly detailed three-dimensional (3-D) routing, an endmill should be used for the rough passes and then a ballnose bit for the finishing passes. HDU is a great material for 3-D routing and relief production and it can easily be coated and painted afterwards.
How do I cut that?
These are just some general tips for commonly used sign materials. Identifying the type of material to be cut, the best-suited machine to cut it and the specific tool for the job are all important steps in ensuring the best quality for the application. By working with CNC machine manufacturers and dealers, tooling suppliers and material manufacturers, signmakers can meet their clients’ needs with the best approach for any application.
Daniel Austin is general manager (GM) of MultiCam Canada, which supplies CNC router, plasma, laser and waterjet cutting systems and digital finishing systems. This article is based on a webinar he presented to membersof the Sign Association of Canada (SAC) earlier this year. For more information, visit www.multicam.ca[7] and www.sac-ace.ca[8].
- [Image]: http://www.signmedia.ca/wp-content/uploads/2015/05/kiss-cutting-vinyl.jpg
- [Image]: http://www.signmedia.ca/wp-content/uploads/2015/05/felt-and-LDF-on-table.jpg
- [Image]: http://www.signmedia.ca/wp-content/uploads/2015/05/machine-with-both-router-and-knife-options.jpg
- [Image]: http://www.signmedia.ca/wp-content/uploads/2015/05/knife-options-kiss-oscillating-drag-creasing.jpg
- [Image]: http://www.signmedia.ca/wp-content/uploads/2015/05/edit12.jpg
- [Image]: http://www.signmedia.ca/wp-content/uploads/2015/05/Oscillating-knife-cutting-foamcore.jpg
- www.multicam.ca: http://www.multicam.ca
- www.sac-ace.ca: http://www.sac-ace.ca
Source URL: https://www.signmedia.ca/finishing-tips-for-cnc-systems/