
FusionCast is an Oakville, Ont.-based sign manufacturer that came about by fluke. One day in 2007, a sign dealer and his manufacturing partner discovered a blend of high-density urethane (HDU) and bronze had solidified in the bottom of a bucket that resembled a hockey puck. When they extracted it and hit it around the floor with hockey sticks, the resulting abrasions peeled away some of the HDU ‘skin’ to reveal the metal within. When they sanded it down, they realized they had inadvertently formulated a lightweight—but still strong and durable—alternative to the traditional, foundry-produced cast metal used in plaques and memorials. They had created a cold cast product.
The following photos show the process FusionCast uses to create a ‘cold-cast’ sign.

1. FusionCast’s in-house team designs graphic proofs for customer approval.

2. Once approved, the graphics are converted for the computer numerical control (CNC) routing of reusable wax sheets to create the mould.

3. Powdered metal and HDU are mixed and poured into the mould, which is then placed inside a pressure chamber, both to eliminate any air in the liquid and to force the majority of the metal to the face of the sign.

4. When each sign emerges from the pressure chamber, it is removed from the mould as one solid—but still fragile—piece.

5. The signs are cured in an oven for eight hours to accelerate chemical crosslinking, which maximizes durability.

6. The signs are sandblasted, creating tiny abrasions that will help clearcoats and paints adhere to their surface.

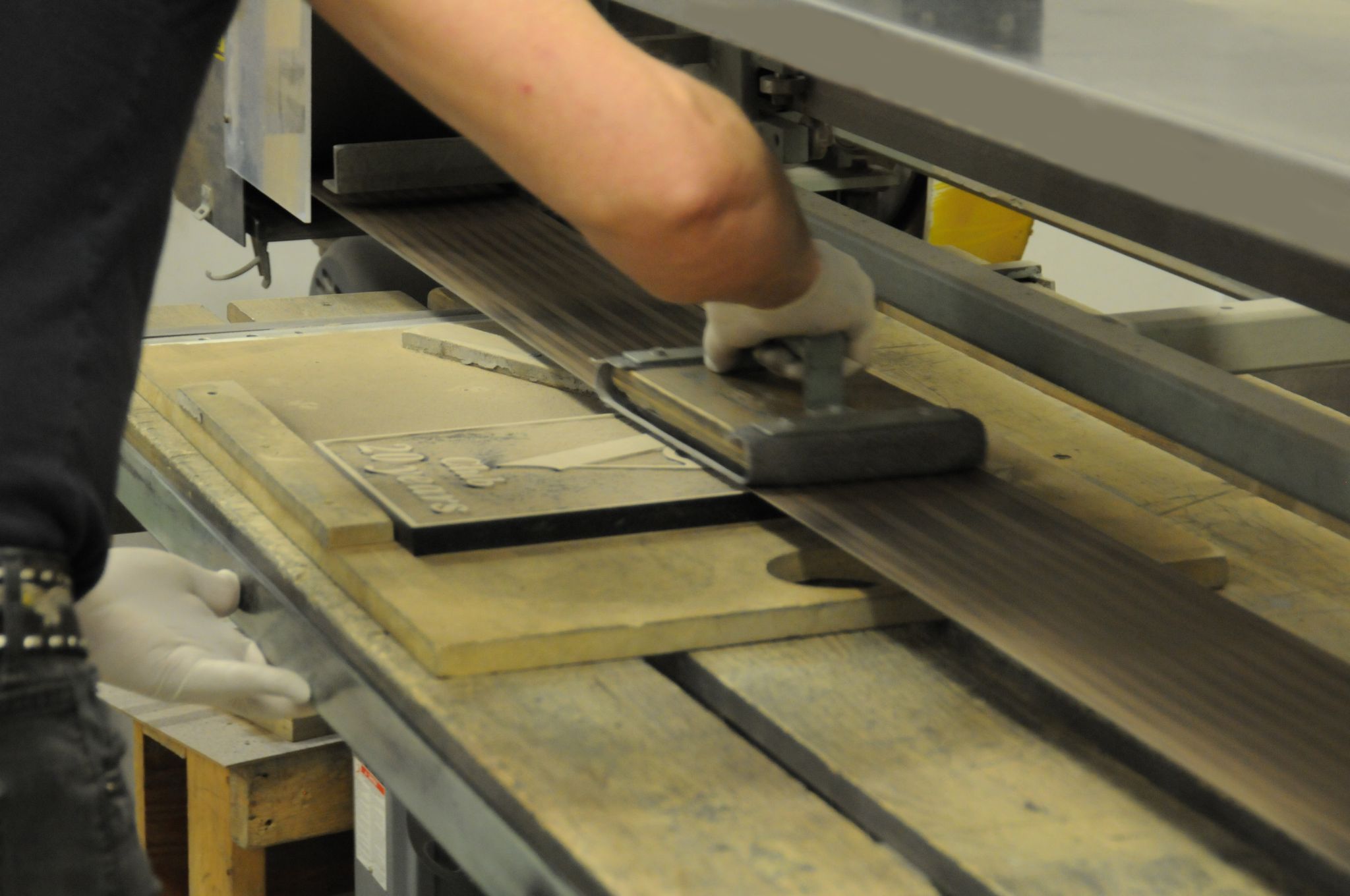
7. An industrial sander is used to smooth down the rear and side surfaces before painting.
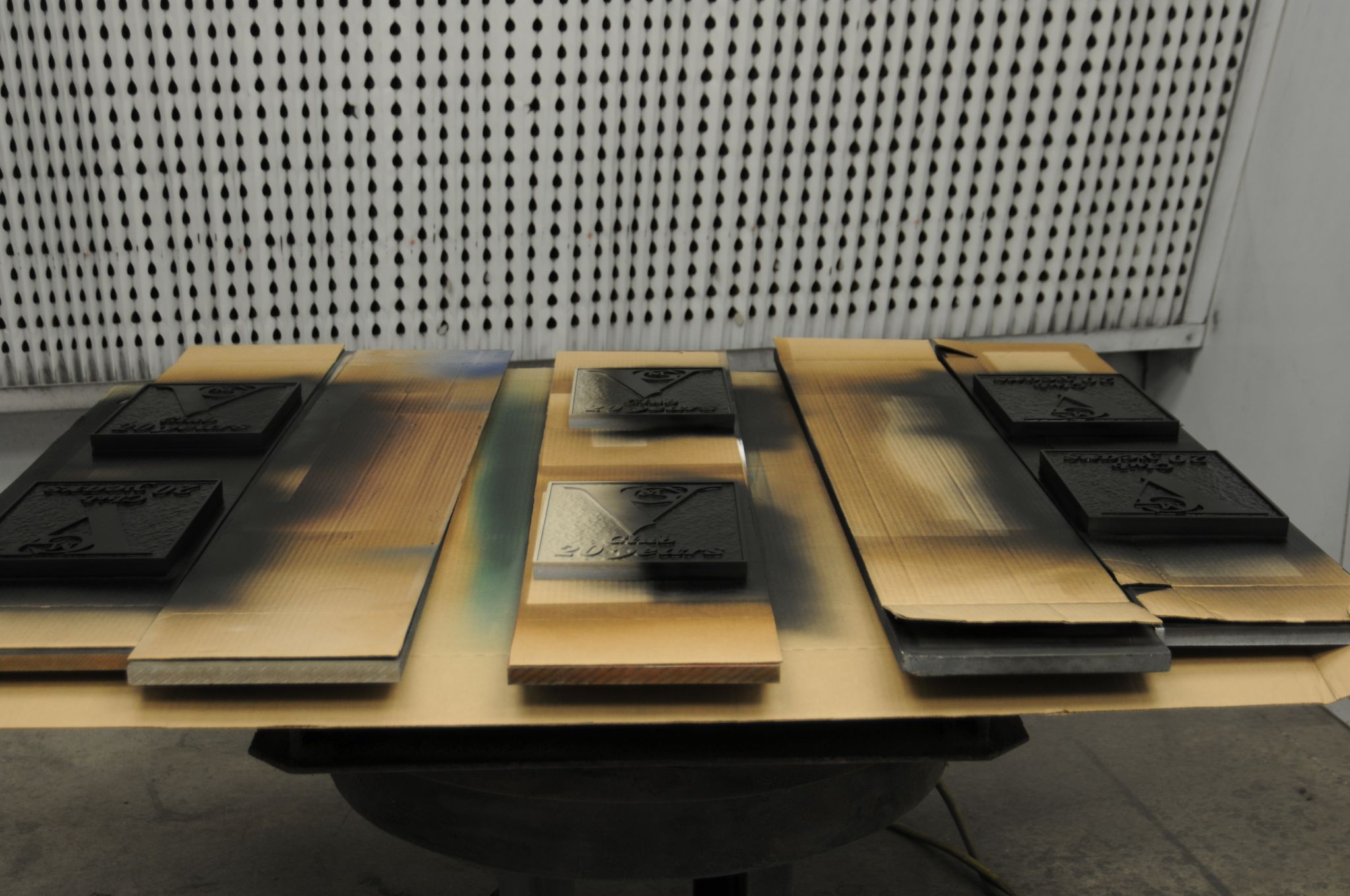
8. In the paint booth, the signs are given their first coat, which is typically the background colour.

9. The single-colour signs are allowed to dry overnight.
10. The signs are ‘belted’ to reveal the metallic content in their raised foreground areas.

11. The signs are returned to the paint booth for the application of an automotive-grade clearcoat for greater durability, including resistance against oxidation.

12. The signs are left to dry in a special room for 24 hours to ensure they remain blemish-free.
To find out more about FusionCast, see their profile in the April issue of Sign Media.


