








Methods of application
There are various ways to apply a PSA to a substrate to form a tape or digital media. Some application techniques are common with certain adhesive types, but generally, any method of adhesive application can be considered for any type of PSA.
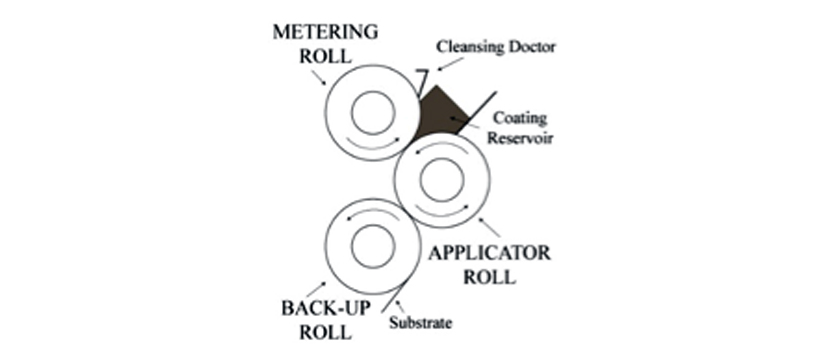
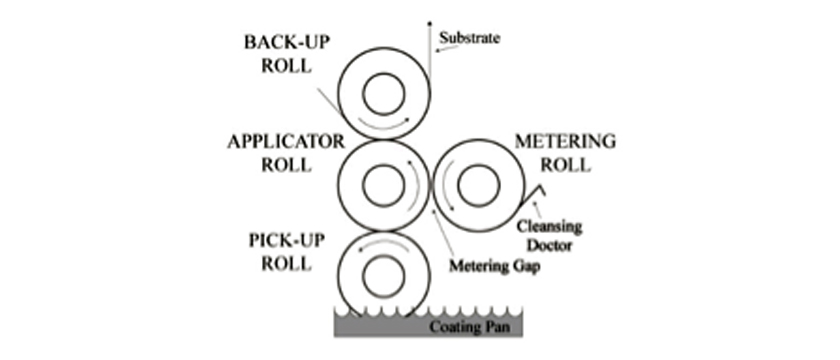
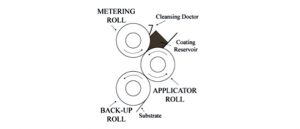
Reverse roll
This technique is a precise alignment of three smooth, usually chromed rolls that have a slight gap between the applicator roll and the metering roll. The substrate to be coated wraps the bottom backing roll tightly and rotates in the direction the substrate travels through the coater. The adhesive flows through the gap. The applicator roll rotates against the direction the substrate travels, giving the procedure its name. Reverse rotation gives the adhesive a smooth, consistently thick coating on the substrate. The gap and the speed of rotation are the control factors that determine adhesive thickness. This procedure is widely used for solvent, and to some extent, water-based adhesives. This is a very versatile application procedure and can be adapted to just about any adhesive formulation.
Knife over roll
This technique is similar to reverse roll, except the metering roll is replaced by a rigid, smoothly ground blade. The coated substrate is tight to the bottom roll, with a gap between the substrate and blade to meter the thickness of the adhesive. Knife-over-roll coating simplifies adjusting the thickness, as well as overall clean-up, allowing for fairly quick changes. It is ideal for higher-viscosity coatings such as solvent-borne acrylics and rubber-based PSAs.
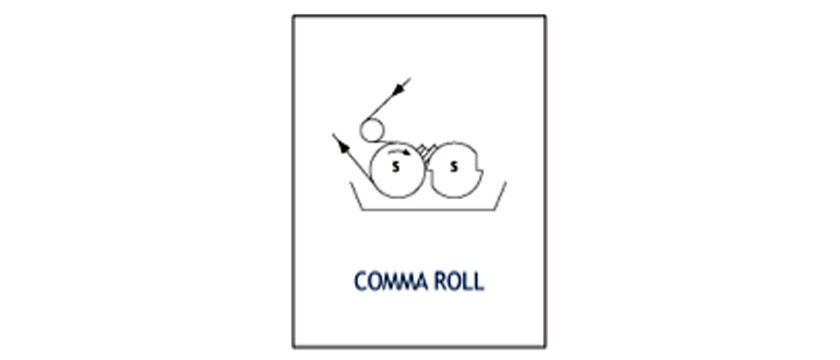
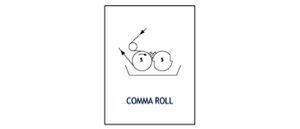
Comma coater
A comma coater is comparable to knife-over-roll coating, but the knife is replaced with a rod knife. This is a rod which has a notch in it. Coating is metered on the substrate by a gap between the backing roll and the rod knife. There are also versions where the coating is applied to a smooth roll, then transferred to the substrate. Comma coaters produce very smooth coatings of adhesive that can compensate for irregularities in the coated substrate. They are ideal for high-viscosity adhesives and should be considered when applying solvent acrylic and rubber-based PSAs.
Slot die
In slot die coating, adhesive is pumped into the die manifold by a positive force pump, forming in a pulse-free pool of adhesive that results in a smooth, uniform thickness and surface. Adhesive is then distributed from the die manifold through the slot to the substrate. There is a gap between the die and the substrate that meters the thickness of the adhesive on the substrate. Slot die coating can handle a wide range of adhesive viscosities at a wide range of thicknesses. These coaters offer precise control of adhesive thickness across both the width and length of the substrate. Slot die coating is ideal for long-run production that requires consistent adhesive thickness.
Gravure
Gravure coating involves etching a pattern into a smooth roll that contains the adhesive. As the roll rotates, the coated substrate comes in contact with the gravure roll and the coating is transferred from the gravure cylinder to the substrate. There are various etching patterns depending on the viscosity and the desired dry thickness of the adhesive. The most common etch pattern for adhesive coating is a tri-helical pattern, with the depth of engraving depending on the final dry thickness and per cent solids of the adhesive. Gravure coating is ideal for lower-viscosity adhesives, making it a common application method for acrylic emulsion PSAs.
Direct (forward) or reverse gravure denotes the direction of rotation of the gravure cylinder relative to the movement of the coated substrate. In direct gravure, the rotation of the cylinder is in the same direction as the coated substrate. In reverse gravure, it rotates against the direction of substrate movement.
Offset gravure signifies there is at least one intermediate roll between the gravure roll and the coated substrate. Adhesive is transferred from the gravure roll to the intermediate roll to the coated substrate. An advantage of offset gravure is the intermediate roll allows the adhesive to flow out before application to the substrate, providing a smoother adhesive coating and allowing for a thinner application. Alternatively, more complexity can induce more variability into the coating process, as well as longer clean-up and changeovers.
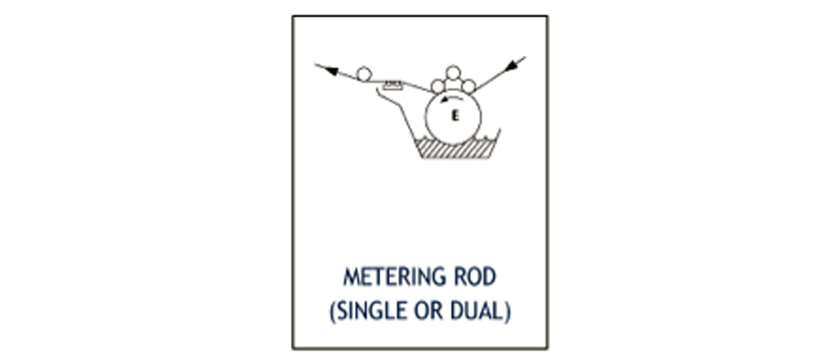
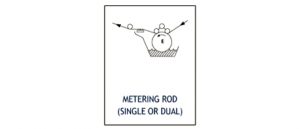
Wire rod (Mayer rod)
Wire rod coating involves using a grooved rod to meter the adhesive on a substrate. Early versions involved winding different-gauge wires around a steel rod, with the adhesive flowing through the gaps formed by the voids between each wrap of wire. Later, technology evolved to grinding the grooves directly in a steel rod, then chrome plating for smoothness. In the wire rod coating process, adhesive is flooded on the substrate, and a wire rod wipes off the excess, leaving behind a uniform thickness. Wire rod coating is ideal for low-viscosity adhesives and offers the advantage of quick and easy thickness adjustment by changing the wire rod. The first reference to wire rod coating is from Germany in the 1800s, and this process is still widely used today.
Conclusion
PSAs are complex polymers that can be formulated from a wide variety of raw materials to meet any specialized requirement. The various coating methods can accommodate any viscosity and solids variability associated with a specific PSA formulation. Therefore, it is possible to develop, then produce, a PSA tape or media by combining adhesive formulation with the optimal production process.
Jay Kroll is a product manager at General Formulations, a manufacturer of pressure-sensitive solutions for the graphics industry. His focus is on cut vinyl, transit, and wall graphic applications. Kroll has been designing and developing various manufactured solutions for more than 20 years in the medical, aerospace, specialty tape, and graphics industries.


