The glue that holds graphics together
by carly_mchugh | 26 October 2023 5:28 pm
 [1]
[1]Pressure-sensitive adhesives (PSAs) are multifaceted substances with intricate chemistry and a wide variety of applications. Photos courtesy General Formulations
By Jay Kroll
Pressure-sensitive adhesives (PSAs) are multifaceted substances with intricate chemistry and a wide variety of applications. To help understand their functionality, it is best to begin with a little hands-on experiment.
If you have a sticker material nearby, grab it and cut it into two small pieces. With the first piece, peel off the paper backer (release liner) and ever-so-gently set the material down on a hard surface, making sure to not push or press it at all. Now, take the second piece and repeat the process, but this time, push down really hard—all over the material.
Count to 10. Now, peel them up. What do you notice about the two samples?
Practically every adhesive-backed graphic film incorporates a PSA. It is an integral part of any pressure-sensitive media or tape. The PSA is often an unseen component of the product, as the middle layer of pressure-sensitive media is sandwiched between the face stock and the liner. Many PSAs are clear and, therefore, not easily detected. On tape products, the adhesive is between the two layers of face stock in a roll and is often taken for granted. As long as the tape sticks during application, the adhesive is not given much notice because it is doing its job. However, if a pressure-sensitive product fails, the adhesive is usually assumed to be the culprit. Most of the time, the PSA is not the primary reason for an adhesion failure, but unfortunately, it is the easiest component to blame.
A PSA is a material that will hold two surfaces together solely by surface contact. This bond is accelerated when pressure is applied to the adhesive. PSAs are able to bond a wide variety of materials such as papers, plastics, metals, wood, and glass. They are an interesting sort of solid material (considered a “dry solid”) which is sticky without needing to be activated with water (such as a stamp or wallpaper paste) or heat (such as a thermal laminate or an iron-on patch). PSAs can be used as replacements for screws, rivets, nuts and bolts, clips, and many other physical fasteners. Their ease of application makes them worthy of consideration in many manufacturing processes and makes pressure-sensitive media an ideal choice for point-of-purchase (POP) applications and general-purpose graphics.
 [2]
[2]A PSA is an integral part of any pressure-sensitive media or tape.
Many chemical materials (polymers) have been considered for use as PSAs over the years, and natural tree gums were among of the first materials to be used as adhesives. While certain tree saps have some initial pressure-sensitive properties, they usually dry out or oxidize quickly and lose their tackiness with any exterior exposure. Over time, synthetic polymers have been identified to possess the properties required to perform as a PSA. Some of the more common pressure-sensitive polymers are made with acrylic, rubber, and silicone.
Acrylic
Acrylic pressure-sensitive polymers are widely used in the manufacturing of PSAs. When polymerized, typical acrylic monomers such as acrylic acid, methyl methacrylate, 2-ethyhexyl acrylate, and butyl acrylate will form permanently tacky acrylic polymers. They are processed in a reactor under heat and pressure, for specific amounts of time and with certain catalysts, to produce acrylic pressure-sensitive polymers. Acrylic PSAs offer great clarity, good colour stability, better resistance to oxidization, and higher resistance to heat and ultraviolet (UV) radiation. Acrylics bond well to polar surfaces such as metals, glass, polyester, and polycarbonate plastic films. A disadvantage of acrylic PSAs is their low bond to materials with low surface energy, such as polyethylene or polypropylene. Overall, acrylic PSAs have good general-purpose physical properties, including a balance of peel and shear properties that enable them to be used in long-term exterior applications. The unlimited variability in formulation and choice of monomers make acrylic polymers ideal for most PSA applications.




Rubber
Rubber-based PSAs were the first PSAs commercially available to the industry. They are derived from common raw materials, easy to produce, and offer a wide range of formulation possibilities. A rubber-based polymer does not inherently have pressure-sensitive properties at room temperature. It has to be formulated with tackifying resins, oils, plasticizers, antioxidants, and possibly pigments to produce a functional PSA. Rubber-based PSAs provide high adhesion to a variety of substrates and face stocks, including low-energy plastics such as polyethylene and polypropylene. Historically, rubber-based PSAs also offer the lowest production costs. The limiting properties of rubber-based PSAs are poor chemical resistance, degradation at temperatures higher than 65 C (150 F), and poor UV resistance. These factors restrict their useful life for exterior applications. Additionally, they are susceptible to oxidation over time, which will cause them to darken, lose tack, and become brittle. When matched with or laminated to a plasticized vinyl film, plasticizer from the vinyl can migrate into the adhesive, causing it to become gummy and lose any shear or holding power. Therefore, when formulating a pressure-sensitive product with flexible vinyl and a rubber-based PSA, it must be tested thoroughly.
Natural rubber resins
Natural rubber is derived from a variety of trees as a white, milky latex. The primary tree species to produce rubber latex is the Para rubber tree (Hevea brasiliensis). Latex can also be referred to as Congo rubber, when it is derived from vines in the genus Landolphia. Additionally, dandelion sap contains a low level of rubber latex. However, during the Second World War, it was investigated as a source of rubber latex without success. Latex can go through a number of processes to coagulate the rubber polymer. The primary natural rubber polymer is cis-1,4-polyisoprene.
Synthetic rubber resins
While Para rubber trees are indigenous to South America, natural rubber is not commercially cultivated due to the South American leaf blight. In the 1870s, seedlings were sent to India, Sri Lanka, Thailand, Indonesia, Singapore, and Malaysia to establish plantations. This area of the world became the leading supplier of rubber latex. With the onset of the Second World War, this supply vanished, forcing the U.S. to find alternate sources of rubber polymers, primarily to supply to the war effort.
In the early 1900s, scientists started looking at synthetically producing rubber polymers as a replacement for natural rubber in pneumatic bicycle tires. As rubber demand continued to grow, the cost of natural rubber increased, further pushing demand for synthetic rubber. In 1940, a B.F. Goodrich scientist, Waldo Semon, developed a cost-effective synthetic rubber called Ameripol. The U.S. government also sponsored a major development to improve synthetic rubber, which was successful in producing a styrene-butadiene copolymer derived from petroleum-based monomers, used to manufacture war materials.
In today’s economy, about two-thirds of the total rubber supply is provided by synthetic polymers. Styrene-butadiene rubber (SBR) is widely used to produce PSAs. SBR has a higher temperature resistance compared to natural rubber, but has lower strength and resilience, and poor low-temperature properties. To optimize adhesive performance, SBR resins are blended with natural rubber.
The other family of synthetic rubber resins used in PSA formulations are styrenic block copolymers (SBCs). These resins have styrenic end blocks with mid blocks of either polyisoprene (SIS) or polybutadiene (SBS). Similar to natural rubber, these resins have little tack at room temperature and must be formulated to produce a PSA. SBCs offer wide formulation latitude between tack and shear properties to meet just about any requirement. They have similar advantages and disadvantages to natural rubber resins.
Silicone
Silicone polymers are used for extremely high-performance PSAs. Silicone PSAs offer both high temperature resistance up to 260 C (500 F) and the ability to bond at extremely low temperatures such as -73 C (-100 F). Silicone PSAs have great chemical resistance, along with the ability to bond to low-energy substrates such as silicone and silicone release liners. Silicone PSAs can be difficult to coat and process, as some require curing temperatures greater than 149 C (300 F) and substrates that are resistant to higher temperatures. Silicone polymers are also the most expensive PSA resins by far, limiting their applicability to only the highest-performance tapes and media, where rubber-based and acrylic resins cannot meet the performance requirements.

Their ease of application makes pressure-sensitive media an ideal choice for point-of-purchase (POP) applications.
Types of PSAs
Another property associated with a PSA is the type of adhesive. To obtain a smooth and consistent thickness, PSAs are coated while they are in a liquid or extremely low viscosity, and then converted to a solid. The most common types of commercially available PSAs are solvent, emulsion or water-based, hot melt, and energy-curable (UV) adhesives.
Solvent
When a PSA is solvent-borne, the adhesive resins and components are dissolved in solvents such as ethyl acetate, toluene, isopropyl alcohol, heptane, and methyl ethyl ketone (MEK) to form a liquid. This liquid is then coated, and the solvent is evaporated by heat to form a smooth, consistently thick layer of PSA. Acrylic, rubber-based, and silicone resins can all be manufactured as solvent-borne PSAs. They are easily formulated and can be additionally cross-linked to meet just about any application requirement. Solvent-based acrylics can be formulated for great chemical and heat resistance, as well as UV light resistance, which enables them to be considered for long-term exterior applications. Solvent-borne PSAs have a higher adhesive manufacturing cost and require special processing steps to control solvent emissions. However, they can be considered high-performance adhesives.
Emulsion or water-based
In an emulsion PSA, the resin and additives are dispersed in water to form the liquid adhesive. While acrylics are the most common emulsion PSAs, rubber and silicone resins can also be produced in an emulsion version. As previously mentioned, the adhesive is coated in liquid form and heat is applied to evaporate the water, leaving the solid adhesive. While emulsion PSAs continue to evolve and performance improves, the use of additives to manufacture the adhesive can affect performance. Wetting agents, surfactants, thickeners, and defoamers all remain in the adhesive in its dried state. Wetting agents and surfactants are water-sensitive and can scavenge moisture back into the PSA, acting as a plasticizer and reducing the holding power of the adhesive. This can be temporary depending on environmental conditions, but repeated cycles of exposure can reduce long-term performance. The manufacturing costs of emulsion adhesives are usually lower than solvent-borne adhesives and do not require the capital outlay or ongoing costs of emission control devices. Overall, emulsion PSAs are very competitive for removable, short-term, and general-purpose applications.
Hot melt
A hot melt PSA is a 100 per cent solid adhesive that becomes low in viscosity and takes on a liquid-like flow when it is heated. While in this state, it is coated and rapidly cooled before laminating to a heat-sensitive stock. The typical thermoplastic elastomers used as hot melt PSAs are SBCs. As they are rubber-based resins, hot melt adhesives have generally poor high-temperature resistance and will return to the flowable condition as temperature increases. Hot melt adhesives are generally used for interior applications where they are not exposed to high temperatures or UV radiation.
Energy curable
An energy curable PSA is another 100 per cent solid adhesive. The most common type uses UV radiation curing. UV-curable PSAs are a complex mixture of oligomers, monomers, photoinitiators, and additives. This results in a wide range of PSA formulations, equipped to meet any application. Additionally, processing conditions can affect the cross-linked density of the PSA, thereby changing the physical properties of a specific UV-curable formulation. Since they are thermoset adhesives after curing, UV-curable PSAs offer great high-temperature and chemical resistance, holding power, and moisture resistance. They also do not require emission control equipment, as most of them are 100 per cent solid.








Methods of application
There are various ways to apply a PSA to a substrate to form a tape or digital media. Some application techniques are common with certain adhesive types, but generally, any method of adhesive application can be considered for any type of PSA.
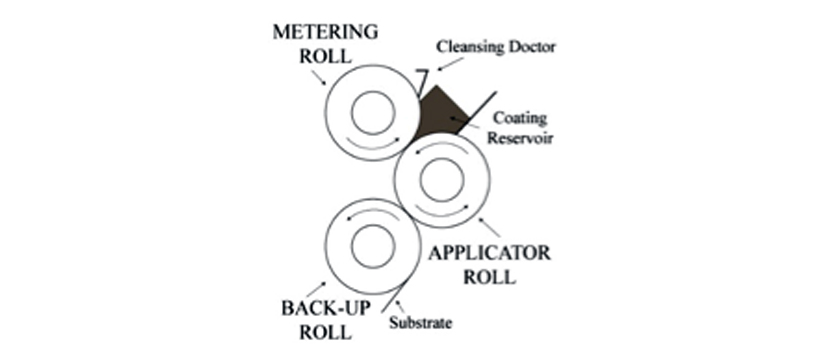
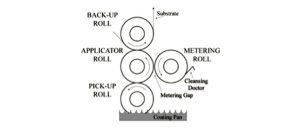
Reverse roll
This technique is a precise alignment of three smooth, usually chromed rolls that have a slight gap between the applicator roll and the metering roll. The substrate to be coated wraps the bottom backing roll tightly and rotates in the direction the substrate travels through the coater. The adhesive flows through the gap. The applicator roll rotates against the direction the substrate travels, giving the procedure its name. Reverse rotation gives the adhesive a smooth, consistently thick coating on the substrate. The gap and the speed of rotation are the control factors that determine adhesive thickness. This procedure is widely used for solvent, and to some extent, water-based adhesives. This is a very versatile application procedure and can be adapted to just about any adhesive formulation.
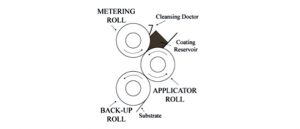
Knife over roll
This technique is similar to reverse roll, except the metering roll is replaced by a rigid, smoothly ground blade. The coated substrate is tight to the bottom roll, with a gap between the substrate and blade to meter the thickness of the adhesive. Knife-over-roll coating simplifies adjusting the thickness, as well as overall clean-up, allowing for fairly quick changes. It is ideal for higher-viscosity coatings such as solvent-borne acrylics and rubber-based PSAs.
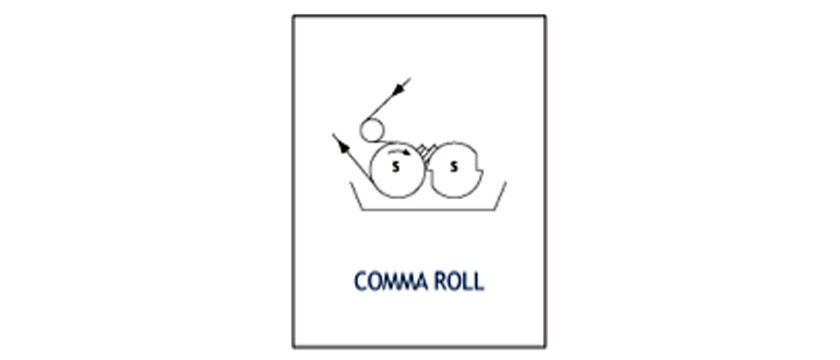
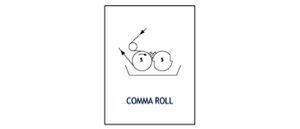
Comma coater
A comma coater is comparable to knife-over-roll coating, but the knife is replaced with a rod knife. This is a rod which has a notch in it. Coating is metered on the substrate by a gap between the backing roll and the rod knife. There are also versions where the coating is applied to a smooth roll, then transferred to the substrate. Comma coaters produce very smooth coatings of adhesive that can compensate for irregularities in the coated substrate. They are ideal for high-viscosity adhesives and should be considered when applying solvent acrylic and rubber-based PSAs.
Slot die
In slot die coating, adhesive is pumped into the die manifold by a positive force pump, forming in a pulse-free pool of adhesive that results in a smooth, uniform thickness and surface. Adhesive is then distributed from the die manifold through the slot to the substrate. There is a gap between the die and the substrate that meters the thickness of the adhesive on the substrate. Slot die coating can handle a wide range of adhesive viscosities at a wide range of thicknesses. These coaters offer precise control of adhesive thickness across both the width and length of the substrate. Slot die coating is ideal for long-run production that requires consistent adhesive thickness.
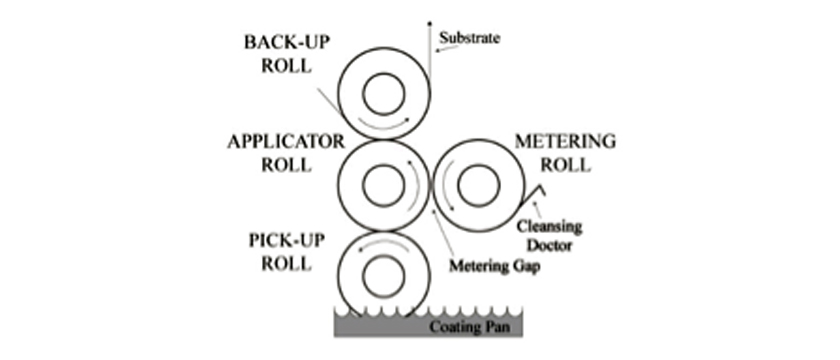
Gravure
Gravure coating involves etching a pattern into a smooth roll that contains the adhesive. As the roll rotates, the coated substrate comes in contact with the gravure roll and the coating is transferred from the gravure cylinder to the substrate. There are various etching patterns depending on the viscosity and the desired dry thickness of the adhesive. The most common etch pattern for adhesive coating is a tri-helical pattern, with the depth of engraving depending on the final dry thickness and per cent solids of the adhesive. Gravure coating is ideal for lower-viscosity adhesives, making it a common application method for acrylic emulsion PSAs.
Direct (forward) or reverse gravure denotes the direction of rotation of the gravure cylinder relative to the movement of the coated substrate. In direct gravure, the rotation of the cylinder is in the same direction as the coated substrate. In reverse gravure, it rotates against the direction of substrate movement.
Offset gravure signifies there is at least one intermediate roll between the gravure roll and the coated substrate. Adhesive is transferred from the gravure roll to the intermediate roll to the coated substrate. An advantage of offset gravure is the intermediate roll allows the adhesive to flow out before application to the substrate, providing a smoother adhesive coating and allowing for a thinner application. Alternatively, more complexity can induce more variability into the coating process, as well as longer clean-up and changeovers.
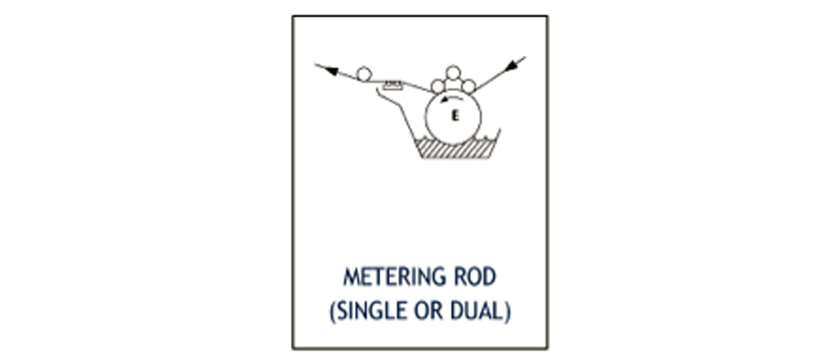
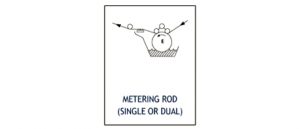
Wire rod (Mayer rod)
Wire rod coating involves using a grooved rod to meter the adhesive on a substrate. Early versions involved winding different-gauge wires around a steel rod, with the adhesive flowing through the gaps formed by the voids between each wrap of wire. Later, technology evolved to grinding the grooves directly in a steel rod, then chrome plating for smoothness. In the wire rod coating process, adhesive is flooded on the substrate, and a wire rod wipes off the excess, leaving behind a uniform thickness. Wire rod coating is ideal for low-viscosity adhesives and offers the advantage of quick and easy thickness adjustment by changing the wire rod. The first reference to wire rod coating is from Germany in the 1800s, and this process is still widely used today.
Conclusion
PSAs are complex polymers that can be formulated from a wide variety of raw materials to meet any specialized requirement. The various coating methods can accommodate any viscosity and solids variability associated with a specific PSA formulation. Therefore, it is possible to develop, then produce, a PSA tape or media by combining adhesive formulation with the optimal production process.
Jay Kroll is a product manager at General Formulations, a manufacturer of pressure-sensitive solutions for the graphics industry. His focus is on cut vinyl, transit, and wall graphic applications. Kroll has been designing and developing various manufactured solutions for more than 20 years in the medical, aerospace, specialty tape, and graphics industries.
- [Image]: https://www.signmedia.ca/wp-content/uploads/2023/10/Sign-Media-Canada-Article-Images-2.jpg
- [Image]: https://www.signmedia.ca/wp-content/uploads/2023/10/Sign-Media-Canada-Article-Images-1.jpg
Source URL: https://www.signmedia.ca/the-glue-that-holds-graphics-together/