Wide-format Printing: Mastering self-adhesive films
by all | 12 February 2018 3:04 pm
 [1]
[1]Photos and diagrams courtesy 3M
By Cordell Hardy
Self-adhesive films for wide-format printed graphics are everywhere today. With a broad range of options available to the sign industry, it is important to understand how to select the right material for each job and, if necessary, how to protect it with an overlaminate or clearcoat for enhanced durability.
The first step is to understand the client’s intentions for a given graphic application. Pressure-sensitive materials have diversified in their construction along with the applications where they are put to use, from typical signage and graphics to wraps for cars, trucks, trailers, buses, stainless steel tankers, railcars, watercraft and even airplanes. Signmakers need to look through product catalogues and other resources for technical information before selecting the best option.
There is all too real a risk of the client misunderstanding the possibility of adhesive instability, the fading of printed colours or the inability to remove a graphic cleanly after time, so it is very important to discuss all of these matters upfront.
Base films
The main components of a pressure-sensitive substrate are the base film, the adhesive and the liner. The following are the most popular base film options and their attributes:
- Acrylic—Excellent clarity, rigid construction, excellent chemical resistance, moderate price.
- Polyester—Good clarity, rigid construction, fair to good chemical resistance, high price.
- Polyethylene (PE)—Good clarity, semi-flexible to soft construction, good to excellent chemical resistance, low price.
- Polypropylene (PP)—Good clarity, semi-rigid construction, excellent chemical resistance, moderate price.
- Polyvinyl chloride (PVC)—Good clarity, flexible to soft construction, fair to good chemical resistance, moderate price.
- Polyurethane (PU)—Good clarity, flexible to soft construction, good chemical resistance, very high price.
Among these, the most commonly used is PVC. Indeed, it has become the industry standard for signs and graphics. There are two primary categories of PVC films for digital wide-format printing, based on the two ways they can be manufactured: calendered and cast.
 [2]
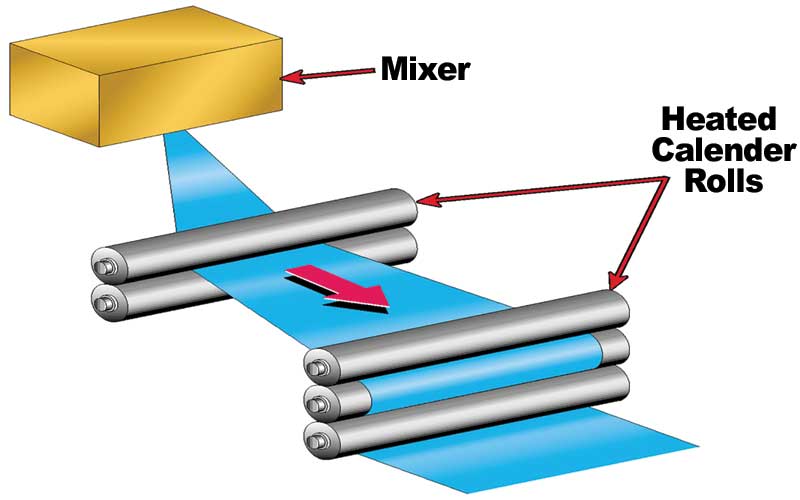
[2]Figure 1: Calendering process
 [3]
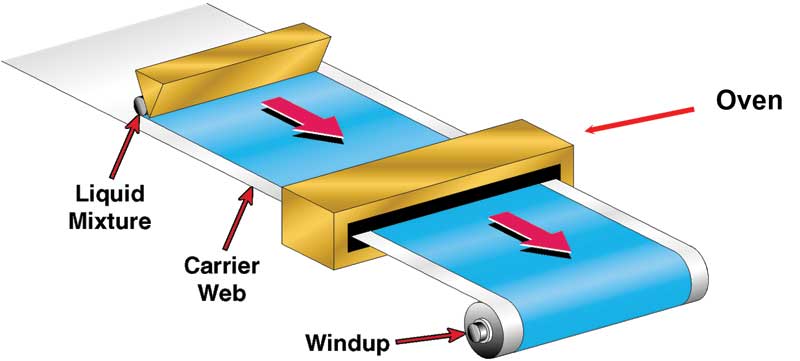
[3]Figure 2: Cast process
Making a calendered film can be compared to making a pizza (see Figure 1). First, a mixer is used to blend PVC with a plasticizer and other additives—such as dyes, oils and stabilizers—to achieve the desired attributes. Next, an extruder blends these raw materials further. Finally, the resulting mixture is fed through heated calender rollers, rotating in opposite directions. These rollers generate sufficient pressure and heat to flatten the mixture into a uniform film. As the film passes through more rollers, it is made thinner.
Making a cast film, on the other hand, is more like making a pancake (see Figure 2). A liquid mixture of polymers is extruded to form a thin sheet of film, which is then vacuum-pinned to the surface of a cooled roll for winding. A carrier web brings it through an oven and then it is wound up on a roller.
Calendered films typically are 0.08 to 0.1 mm (3 to 4 mil) thick and do not need any premask tape. There is a high risk of shrinkage after application and they can offer poor conformability, but they are relatively easy to remove afterwards. Durability is often five years or less.
Cast films, on the other hand, are usually about 0.05 mm (2 mil) thick and require premask tape. Their risk of shrinkage after application is low and they conform well to installation surfaces. They are not as easy to remove, but they can last five years or more.
Some films are used in conjunction with application tape, which has several purposes. It adds stiffness, aids in the registration of cut graphics, helps prevent the film from stretching and protects the graphics from getting scratched during the application process. It also protects printed graphics from damage during shipping and handling.
 [4]
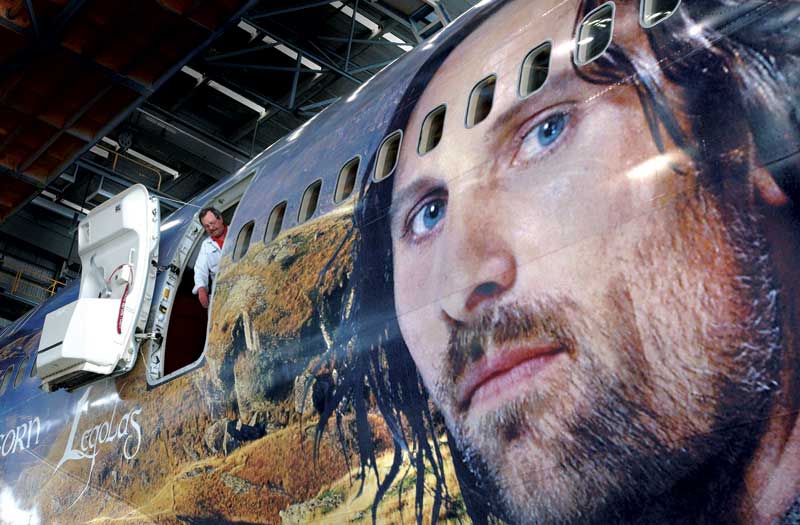
[4]Buses, watercraft and even airplanes can be wrapped with self-adhesive films.
Adhesives
The two primary types of adhesive are pressure-sensitive and pressure-activated.
A pressure-sensitive adhesive (PSA) will stick to the surface upon contact, whereas a pressure-activated adhesive (PAA) can slide along the surface and be repositioned until the installer applies firm pressure to it, thanks to tiny ‘posts’ that extend from the adhesive toward the surface. A PSA is suitable for a flat surfaces and simple curves, is usually applied ‘wet’ and requires greater skill on the installer’s part. A PAA is preferable when tackling compound curves, is usually applied ‘dry’ and can be used by installers of all skill levels.
For certain applications, such as fleet graphics for box trucks, some installers do not want the slideability of a PAA, but instead prefer the opportunity to tack the film right where they want it to be upon first contact. Their margin for error is very limited, but as expert installers, they prefer this challenge over the way a slideable adhesive behaves.
In most other cases, installers enjoy the extra freedom offered by slideability. And when they are tackling the complex curves and deep channels of most vehicles, it is necessary.
Different surface materials will also exhibit different levels of affinity for an adhesive. ‘Peel’ combines the effects of this surface affinity and the level of energy dissipation dictated by the adhesive’s rheology (i.e. flow). Hence, the same film will peel differently from glass than it will from a polytetrafluoroethylene (PTFE) surface like Teflon.
 [5]
[5]A heat gun helps stretch the film across compound curves.
To achieve a strong installation, it is best to choose an adhesive and a surface based on their mutual compatibility. The adhesive should have a lower surface energy than that of the material to which it will be applied. And if the material is modified by cleaning and roughing it, it will provide for stronger bonding at its surface.
Of course, the highest level of adhesion is not always desirable. A permanent adhesive is not intended for removal, so if there is a need to change out the graphic later on, it may be very difficult, even with heat, chemicals and tool. In some instances, more than 30 per cent of the adhesive could be left behind as residue.
A removable adhesive, on the other hand, may provide a medium to high level of tack, may be easily removable with heat and/or chemicals and may leave behind less than 30 per cent residue. And a changeable or ‘ultra-removable’ adhesive could prove even easier, providing medium tack, requiring little to no heat for removal and leaving behind little to no residue.
It is also important to note adhesion builds over time and with exposure to the elements. For this reason, an adhesive film left on a surface for longer than its warranted durability may become extremely difficult to remove.
Typically, graphic film manufacturers test their products for durability and weatherability across different climates and for varying periods of exposure. So, in general, signmakers should not need to test the materials in the same ways themselves. That said, surface adhesion test kits are available for checking the compatibility of a film and adhesive with a given surface.
 [6]
[6]Specialty overlaminates are formulated with different applications and needs in mind, such as graffiti resistance for posters and cleanability for window graphics.
Light management
Clear, translucent and perforated films offer a variety of light management properties for signs and graphics.
Many sign faces use a clear or milky white translucent plastic film with a front and back surface, such that the light source is installed behind the back. In other cases, a multi-layered approach is taken, with light passing through a diffuser film, a clear rigid sign face and a translucent colour film. The diffuser film can help mask ‘hot spots’ created by the spacing and layout of the light-emitting diodes (LEDs), to create more uniform illumination of the sign face.
With dual-colour films, a sign can appear different by day and night. A channel letter populated by white LEDs and treated with a light enhancement film can be augmented with a diffuser film, translucent colour film, clear film and perforated dual-colour film. By day, the non-illuminated sign exhibits the perforated film’s colour in reflected light. By night, it is backlit by the LEDs and visually transforms into the colour of the translucent film. By way of example, black letters on a white background, which are highly visible
in daylight, can become bright blue letters on a dark background at night. There is still colour contrast, but it is reversed. And the light management properties of translucent films mean white LEDs can be ‘tuned’ to create other colours as desired.
Graphic protection
As mentioned, the durability of graphics can be enhanced by applying an overlaminate or a clearcoat, to protect against dirt, contaminants, colour fading from ultraviolet (UV) radiation, vandalism and other potential causes of damage. Such an application can add new properties, such as skid and abrasion resistance and cleanability.
 [7]
[7]Reflective sheeting is useful for nighttime visibility.
It is worth keeping in mind not all graphics require protection. Another reason to laminate or clearcoat graphics, however, is for visual enhancement, as their gloss level, either to reduce glare or to add shine.
Overlamination uses a cold or hot-roll laminator, is compatible with digitally printed graphics and can achieve an ultra-matte, matte, lustre, gloss or high-gloss finish. Specialty overlaminates are often formulated with many different applications in mind, such as car wraps, window graphics, flexible sign faces, awnings, wall murals and box truck graphics.
The process of overlamination adds stiffness for greater ease of installation and supports special optional features like graffiti resistance, slip resistance (usually necessary for floor graphics) and cleanability. The cost ranges from medium to high, depending on the laminator type and model.
Clearcoating requires the use of screenprinting equipment, though it is compatible with both screenprinted and digitally printed graphics. Only three finishes are possible—matte, lustre and gloss—and no stiffness is added to the graphics, but the cost is very low compared to lamination.
Products and performance
Adhesive-backed films have enabled a virtually unlimited breadth of options for surface imaging and customization, both for branding and decor applications. Understanding base films, adhesives, light management films and finishing options—and, in particular, their user-friendly design features—is important for today’s signmakers, so they can consistently choose the best products over time for a variety of projects.
Cordell Hardy is a technical director for 3M’s commercial solutions division. This article is based on a seminar he presented at the 2017 Specialty Graphic Imaging Association (SGIA) Expo in New Orleans, La. For more information, contact him via e-mail at chardy@mmm.com[8].
- [Image]: https://www.signmedia.ca/wp-content/uploads/2018/02/pressure_020install.jpg
- [Image]: https://www.signmedia.ca/wp-content/uploads/2018/02/pressure_Calendering-Process-Pizza.jpg
- [Image]: https://www.signmedia.ca/wp-content/uploads/2018/02/pressure_CastProcess-Pancake.jpg
- [Image]: https://www.signmedia.ca/wp-content/uploads/2018/02/pressure_AIRNEWZEALAND1_AIRCRAFT_IT.jpg
- [Image]: https://www.signmedia.ca/wp-content/uploads/2018/02/pressure_11Rapala.jpg
- [Image]: https://www.signmedia.ca/wp-content/uploads/2018/02/pressure_3M-Campus108621.jpg
- [Image]: https://www.signmedia.ca/wp-content/uploads/2018/02/pressure_REFLECT_SHEET_580_680_983_17.jpg
- chardy@mmm.com: mailto:chardy@mmm.com
Source URL: https://www.signmedia.ca/wide-format-printing-mastering-self-adhesive-films/